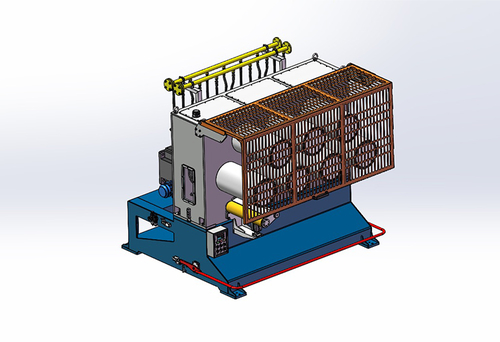
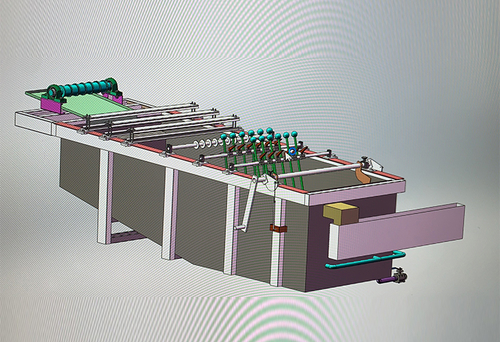
The Extrusion Line For PET Straps is suitable to produce plastic strapping tapes from 4 up to 32 mm. Each of the lines is designed, assembled and tested in house from our engineer team.All processing steps (raw material treatment, extrusion, stretching, annealing and taking up) are controlled and monitored by PLC. It avoids the time and energy intensive drying and crystallisation processing of PET flakes.
1. technology
With technology offers a modular system that can be configured exactly for your application. The system processes post consumer PET bottle flakes and ground amorphous skeleton waste/edge trim in mixtures. It is capable of achieving FDA quality (also in direct food contact) with bulk densities of up to 250 kg/m3.The decontamination and pre-drying of the washed PET bottle flakes take place in a vacuum reactor. This eliminates the need for an additional pelletising process step and enables the production of rPET-flat sheet for thermoforming directly.After high-capacity filtration with SW-RTF backflush filter and online IV measurement, the melt goes straight from the Basic to the AMUT inline sheet plant. This produces thermoforming sheet for straps with FDA quality without a detour through a pelletiser.
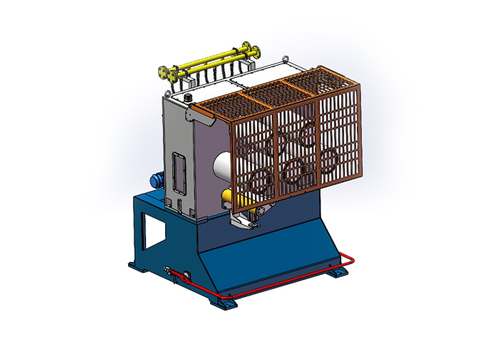
2. filtration
Using the filtration and drying technology, this extrusion line produces PET straps with significantly improved tensile strength and flexibility. The system also reacts to quality fluctuations in the input material much more automatically than Consent’s previous line, avoiding machine downtimes and ensuring high product quality.The d extrusion system is capable of processing PET bottle flakes, ground amorphous skeleton waste, virgin material and edge trim, all in mixtures. Depending on the application, it can produce thermoforming films with FDA and EFSA conformity (if required).The patented vacuum treatment ensures stable IV values despite varying moisture content in the material. The OMNIboost recycling machine also includes an RSFgenius 90 melt filtration system, an online viscometer VIS and the VACUREMA(r) cooling unit.
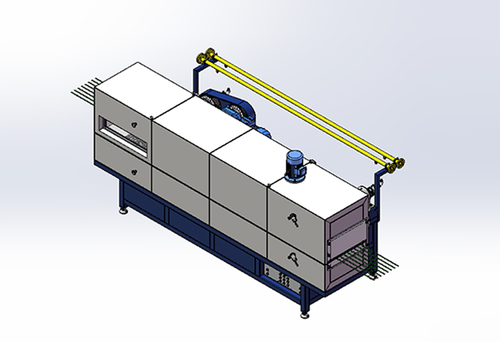
3. drying
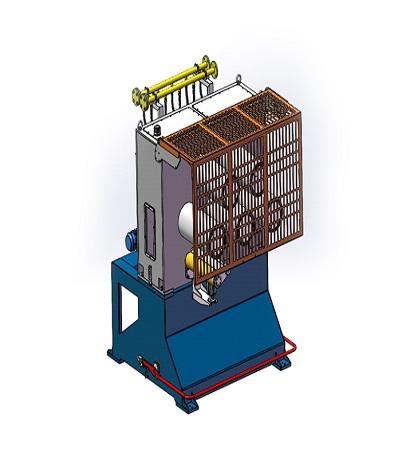
The drying technology is designed to decontaminate PET flakes or in-house production scrap and to prepare them for extrusion into high-quality strapping bands with tensile and breaking strength comparable to steel. This can be done either chemically or physically.The process complies with the EU legislation on food contact materials and contains no more than 5% PET from non-food consumer applications. It does not require the addition of any pre-dried material and requires minimal energy consumption.The line is comprised of a directly linked single-screw extruder and a VACUREMA system, which can be upgraded at any time. This allows a higher degree of automation and ease of maintenance and operates without the need for pre-drying.
4. crystallisation
The purity of a crystal depends on the extent to which impurities are incorporated into the composition of the crystal. Impeded incorporation leads to a zone at the boundary of the crystal, which is enriched in the impurity and appears impoverished next to it. Impurities are therefore distributed sectorially in the crystal.The Vacurema system allows for highly flexible processing of 100% bottle flakes, ground amorphous skeleton waste and virgin material, as well as mixed input materials. It can be used to produce high-quality, food-contact compliant single-layer films without any need for granule treatment.The system consists of a vacuum reactor and a Basic extruder. The vacuum reactor is filled with amorphous, washed PET flakes via a vacuum lock.
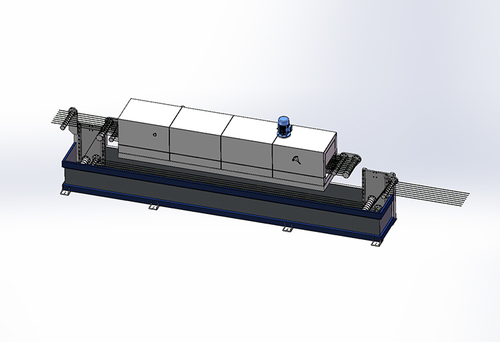
5. cooling
With the cooling, EREMA provides an extrusion line for PET straps that delivers high quality melt and IV values. This results in a strong, stable product with good mechanical properties and optimum transparency.The system from consists of a vacuum reactor that is linked directly to the single-screw extruder. This system processes technically demanding recyclate materials with critical IV values and requires no precrystallisation or predrying.The patented technology cleans, dehydrates and drys the material in the vacuum reactor before it is fed to the single-screw extruder. The process thus saves energy and significantly reduces energy consumption – even at high output rates.